
Ηλεκτροστατική βαφή αλουμινίου

Το αλουμίνιο που προορίζεται για αρχιτεκτονικές εφαρμογές υφίσταται επιφανειακές επεξεργασίες προκειμένου, αφ’ ενός μεν να βελτιωθεί η αντιδιαβρωτική συμπεριφορά του, αφ’ ετέρου δε να επιτευχθεί η επιθυμητή εμφάνιση και ο χρωματισμός για την εξυπηρέτηση των διακοσμητικών απαιτήσεων των αρχιτεκτονικών εφαρμογών και κατασκευών. Οι μέθοδοι που έχουν επικρατήσει και συνήθως χρησιμοποιούνται για την επιφανειακή επεξεργασία του αλουμινίου που προορίζεται για αρχιτεκτονικές εφαρμογές είναι η ανοδίωση και η ηλεκτροστατική βαφή.

Με την ηλεκτροστατική βαφή, προστίθεται και επικαλύπτεται η επιφάνεια του αλουμινίου με ένα στρώμα πολυεστερικής βαφής. Η κατάλληλη προεργασία της επιφάνειας, η σύσταση της πολυεστερικής βαφής και οι συνθήκες εφαρμογής, εξασφαλίζουν την προστασία της επιφάνειας του αλουμινίου από την διάβρωση.
Μερικά από τα χαρακτηριστικά της ηλεκτροστατικής βαφής είναι:
- Η αντιδιαβρωτική προστασία που προσφέρει στο αλουμίνιο είναι πάρα πολύ καλή, εφ΄ όσον τηρηθούν όλες οι συνθήκες παραγωγικής διαδικασίας, εφαρμογής και χρήσης.
- Η ηλεκτροστατική βαφή προσφέρει απεριόριστη επιλογή χρωμάτων.
- Η βαφή είναι ένα στρώμα διαφορετικής σύστασης και υφής από το αλουμίνιο. Τα δύο υλικά παρουσιάζουν διαφορετική συμπεριφορά στις μηχανικές καταπονήσεις και καιρικές συνθήκες και έτσι υπάρχει κίνδυνος εμφάνισης αποκολλήσεων.
Η ηλεκτροστατική βαφή του αλουμινίου είναι μια νέα, σχετικά, μέθοδος. Είναι φυσικό να υπάρχουν ακόμη θέματα προς διερεύνηση, ιδιαίτερα όσον αφορά την συμπεριφορά του συστήματος βαφή-μέταλλο αλουμίνιο στον χρόνο. Όμως, η συνεχής έρευνα και η καθημερινά αποκτούμενη εμπειρία, βοηθούν στην εξεύρεση των κατάλληλων λύσεων.
Μια λεπτομέρεια που πρέπει να λαμβάνεται υπόψη στο σχεδιασμό των προφίλ αλουμινίου που πρόκειται να υποστούν ανοδίωση ή βαφή, είναι η διαφορετική επίδραση των δύο μεθόδων στις τελικές διαστάσεις. Το ανοδικό επίστρωμα (ανοδίωση), που το πάχος του κυμαίνεται από 10-25 μικρά, εισχωρεί στο μέταλλο και πρακτικά δεν αλλάζει τις τελικές διαστάσεις της επιφάνειας. Το πάχος της ηλεκτροστατικής βαφής του είναι μεγαλύτερο από 60 μικρά και σε μερικές περιπτώσεις μπορεί να φθάσει και πάνω από 120 μικρά.
Ο αλουμινοκατασκευαστής πρέπει να γνωρίζει και να εκθέτει τα ιδιαίτερα χαρακτηριστικά κάθε μεθόδου στον πελάτη, ο οποίος έχει και την τελική ευθύνη της επιλογής. Προκειμένου ο πελάτης να καθοδηγηθεί σωστά, θα πρέπει, επίσης, να έχουμε υπόψη τα εξής :
- Οι δύο μέθοδοι, ανοδίωση ή βαφή, συνιστούνται ανεπιφύλακτα για την επιφανειακή επεξεργασία του αλουμινίου που προορίζεται για αρχιτεκτονικές εφαρμογές.
- Οι αλουμινοκατασκευαστές, που έχουν την ευθύνη απέναντι στους πελάτες τους για την παράδοση σωστών προϊόντων, θα πρέπει να προσπαθούν να χρησιμοποιούν προϊόντα που έχουν υποστεί επεξεργασία σε μονάδες ανοδίωσης με πιστοποίηση κατά Qualanod, ή μονάδες βαφής με πιστοποίηση κατά Qualicoat.
- Η συναρμολόγηση και ο χειρισμός των ανοδιωμένων ή βαμμένων προφίλ αλουμινίου, θα πρέπει να γίνεται με τους γνωστούς σε όλους αλλά σε λίγες περιπτώσεις εφαρμοζόμενους κανόνες. Για παράδειγμα, κατά την συναρμολόγηση ή την τοποθέτηση, πρέπει να χρησιμοποιούνται πάντα ανοξείδωτες βίδες.
- Το αλουμίνιο, ως υλικό, έχει πάρα πολλά πλεονεκτήματα αλλά οπωσδήποτε παρουσιάζει και μειονεκτήματα. Έχει αποδειχθεί όμως ότι, τουλάχιστον για την Ελλάδα και τις άλλες Μεσογειακές χώρες, το αλουμίνιο είναι το πλέον κατάλληλο υλικό για αρχιτεκτονικές εφαρμογές. Η αναφορά σε μερίδια αγοράς που κατέχουν άλλα υλικά σε άλλες χώρες, ιδιαίτερα της Κεντρική Ευρώπης, οδηγεί σε λάθος συμπεράσματα και εγκυμονεί κινδύνους για τους Έλληνες καταναλωτές. Τυχόν προβλήματα που εμφανίζονται σε κατασκευές αλουμινίου, μετά από έρευνα και από την καθημερινά αποκτούμενη εμπειρία, βρίσκουν πάντα τη λύση τους και αντιμετωπίζονται αποτελεσματικά.
Η τεχνολογία της ηλεκτροστατικής βαφής
Ηλεκτροστατική βαφή είναι η επικάλυψη του αλουμινίου με ειδικές εποξειδικές, εποξύ-πολυεστερικές ή με πολυεστερικές ρητίνες, με σκοπό αφ’ενός την προστασία από την διάβρωση, αφ’ετέρου δε την επίτευξη του επιθυμητού χρωματισμού και εμφάνισης. Για την βαφή των προφίλ αλουμινίου που προορίζονται για αρχιτεκτονικές εφαρμογές (πόρτες, παράθυρα, υαλοπετάσματα κλπ), χρησιμοποιούνται οι πολυεστερικές πούδρες. Οι πούδρες αυτές χαρακτηρίζονται από την μεγάλη αντοχή στις εξωτερικές συνθήκες.

Τα βασικά στάδια για την ηλεκτροστατική βαφή αλουμινίου είναι:
Καθαρισμός της επιφάνειας: Τα προς βαφή τεμάχια αλουμινίου εισάγονται σε μπάνια που περιέχουν τα κατάλληλα χημικά μέσα όπου επιτυγχάνεται ο καθαρισμός της επιφάνειάς τους από ξένα σωματίδια, λίπη ή άλλες ξένες ουσίες, καθώς και η ενεργοποίηση της επιφάνειας.
Υπόστρωμα (χρωμάτωση): στην περίπτωση της βαφής αλουμινίου, απαιτούμε την καλή συνεργασία δύο διαφορετικών υλικών, της χρωστικής ύλης (πούδρα) και του μετάλλου (αλουμίνιο). Η φύση και οι χημικές ιδιότητες των δύο υλικών δεν επιτρέπουν την άμεση και αποτελεσματική πρόσφυση. Για το λόγο αυτό απαιτείται η δημιουργία ενός κατάλληλου υποστρώματος που θα επιτρέψει την καλή συγκόλληση των δύο υλικών. Για την δημιουργία του υποστρώματος εφαρμόζεται, κυρίως, η διαδικασία της χρωμάτωσης που θεωρείται ως η πλέον πρόσφορη και ενδεδειγμένη μέθοδος από τεχνική και οικονομική άποψη. Η χρωμάτωση προσφέρει χημική αδράνεια στην επιφάνεια του μετάλλου, καλή πρόσφυση και ικανότητα της χρωστικής ύλης να παρακολουθεί ικανοποιητικά τις παραμορφώσεις του μετάλλου. Επίσης, σε μικρότερη κλίμακα, χρησιμοποιούνται και άλλες μέθοδοι για την δημιουργία του κατάλληλου υποστρώματος, όπως η ανοδίωση (3-8 μικρά, χωρίς σφράγισμα των πόρων).
Βαφή: Το επόμενο στάδιο της παραγωγικής διαδικασίας είναι η εφαρμογή της πούδρας βαφής στα τεμάχια αλουμινίου. Η χρωστική ύλη, σε μορφή πούδρας, φορτίζεται με ηλεκτροστατικό φορτίο (70-100 Κvolts) και εκτοξεύεται με πεπιεσμένο αέρα από τα πιστόλια βαφής, πάνω στα κομμάτια αλουμινίου, που είναι γειωμένα, και επικαλύπτει την επιφάνειά τους. Η διαφορά ηλεκτροστατικού δυναμικού έχει σαν αποτέλεσμα τη συγκράτηση των κόκκων της χρωστικής ύλης πάνω στην επιφάνεια του αλουμινίου. Η τελική πρόσφυση της χρωστικής ουσίας επιτυγχάνεται σ’ ένα επόμενο στάδιο με τον πολυμερισμό της σε κατάλληλους φούρνους. Σε πολύπλοκα προφίλ, το πάχος της βαφής δεν είναι παντού το ίδιο. Λόγω των νόμων της φυσικής, οι κόκκοι της πούδρας που είναι φορτισμένοι με ηλεκτροστατικό φορτίο – συναντούν δυσκολία να εισέλθουν σε εσοχές. Η προσπάθεια να εξασφαλισθεί επαρκές επίστρωμα βαφής στα δύσκολα αυτά σημεία, ιδιαίτερα όταν αυτά είναι ορατά στην κατασκευή (οδηγοί, κάσες κλπ), φορτώνει τις εύκολες επιφάνειες του προφίλ με, πολλές φορές υπερβολικά, μεγάλο πάχος βαφής.
Πολυμερισμός: Μετά την εφαρμογή της χρωστικής ύλης, τα τεμάχια αλουμινίου οδηγούνται σε ειδικούς φούρνους όπου σε θερμοκρασία (180-220οC) και χρόνο που ορίζονται από τον παραγωγό της πούδρας, γίνεται ο πολυμερισμός της ρητίνης και επομένως η δημιουργία προστατευτικού, σταθερού επιστρώματος βαφής.
Ποιοτικά χαρακτηριστικά της ηλεκτροστατικής βαφής αλουμινίου
Η τελική ποιότητα της ηλεκτροστατικής βαφής αλουμινίου εξαρτάται από πάρα πολλούς παράγοντες και η εκτίμησή της απαιτεί μια σειρά ελέγχων και δοκιμών. Οι παράγοντες που επηρεάζουν την τελική ποιότητα είναι:
Εγκαταστάσεις: Η εφαρμογή της ηλεκτροστατικής βαφής απαιτεί συγκεκριμένες εγκαταστάσεις, εξοπλισμό και αυστηρή τήρηση και έλεγχο όλων των συνθηκών παραγωγικής διαδικασίας. Τα στάδια του καθαρισμού των προς βαφή επιφανειών αλουμινίου, η δημιουργία του κατάλληλου και σωστού υποστρώματος (χρωμάτωση κλπ), η βαφή και ο πολυμερισμός, αποτελούν κρίσιμους παράγοντες για το τελικό αποτέλεσμα. Πολλά από τα προβλήματα που εμφανίζονται στην πράξη, οφείλονται στην αντίληψη ότι η βαφή είναι εύκολη δουλειά, σκεπάζει τα πάντα και μπορεί να γίνει οπουδήποτε.
Πρώτες ύλες-υλικά: Ένας πολύ σημαντικός παράγοντας για την επίτευξη καλής ποιότητας βαφής είναι ο τύπος και η ποιότητα της χρησιμοποιούμενης πούδρας. Θεωρείται απαραίτητη η χρήση χρωστικών υλών που έχουν την έγκριση της QUALICOAT. Ο πελάτης πρέπει να απαιτεί από το βαφέα τη χρησιμοποίηση πούδρας που έχει σήμα ποιότητας της QUALICOAT. Το σήμα ποιότητας της πούδρας αποδεικνύεται από τα κουτιά συσκευασίας τους, όπου υποχρεωτικά αναγράφεται ο αριθμός έγκρισης της QUALICOAT. Η ποιότητα της βαφής διαπιστώνεται από μια σειρά οπτικών και εργαστηριακών ελέγχων και δοκιμών. Σύμφωνα με τις προδιαγραφές της QUALICOAT, τα βαμμένα προϊόντα αλουμινίου πρέπει να ικανοποιούν τα παρακάτω χαρακτηριστικά:
Εμφάνιση: Δεν πρέπει στις σημαντικές επιφάνειες να υπάρχουν χαραγές που φθάνουν μέχρι το μέταλλο. Οι βαμμένες επιφάνειες εξεταζόμενες υπό γωνία 600 και από απόσταση 3 μέτρων, περίπου, δεν πρέπει να εμφανίζουν καμία σημαντική ανωμαλία όπως: ραβδώσεις, φλύκταινες, φλοιός πορτοκαλιού, εγκλίσεις ξένων υλών, κρατήρες, στίγματα, εκδορές κλπ. Το στρώμα βαφής πρέπει να παρουσιάζει ομοιομορφία χρώματος και καλή καλυπτική ικανότητα όταν παρατηρείται από απόσταση τουλάχιστον 5 μέτρων προκειμένου περί εξωτερικών επιφανειών και τουλάχιστον 3 μέτρων προκειμένου περί εσωτερικών.
Χρώμα: Η απεριόριστη ποικιλία χρωμάτων που προσφέρει η ηλεκτροστατική βαφή είναι ένας από τους παράγοντες που επέδρασε στην ευρεία χρήση της σήμερα. Παράλληλα όμως, αυτή η μεγάλη ποικιλία χρωμάτων δημιουργεί πολλές φορές προβλήματα στην επικοινωνία μεταξύ πελάτη και βαφέα. Τα χρώματα κωδικοποιούνται βάσει του συστήματος RAL.
Οι αποχρώσεις κάθε βασικού χρώματος έχουν ξεχωριστό αριθμό RAL. (πχ. υπάρχει λευκό RAL 9010 αλλά και λευκό RAL 9016). Μερικές φορές, δημιουργείται η αίσθηση διαφορετικής απόχρωσης, λόγω της διαφορετικής στιλπνότητας. Οι χρωστικές ύλες (πούδρες) ανάλογα με την σύστασή τους, μπορεί να έχουν διαφορετική τελική στιλπνότητα (λαμπρότητα). Η στιλπνότητα μετράται σε μονάδες και διακρίνομε τρεις κατηγορίες:
- Κατηγορία 1 (Ματ): 0 – 30 μονάδες
- Κατηγορία 2 (Ημιγυαλιστερό): 31 – 70 μονάδες
- Κατηγορία 3 (Γυαλιστερό): 71 – 100 μονάδες
Ο αλουμινοκατασκευαστής, όταν δίνει παραγγελία θα πρέπει να καθορίζει το χρώμα βάσει του κωδικού RAL, καθώς και την επιθυμητή στιλπνότητα βάσει της κατηγορίας (ματ – ημιγυαλιστερό – γυαλιστερό). Οι παραγγελίες του τύπου: “χρώμα γάλα“, “λευκό της Α εταιρίας” ή “πράσινο σκούρο” είναι άστοχες και μπορεί να επιφυλάσσουν δυσάρεστες εκπλήξεις και πολλές παρεξηγήσεις. Ο αλουμινοκατασκευαστής μπορεί να ελέγξει τα προϊόντα που παραλαμβάνει συγκρίνοντάς τα με το ειδικό χρωματολόγιο RAL που μπορεί να προμηθευθεί από τον βαφέα.
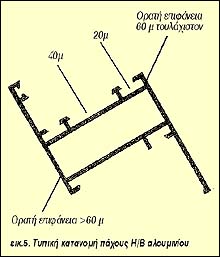 Πάχος βαφής: Η βαφή πρέπει να έχει το κατάλληλο πάχος ώστε σε συνδυασμό με τα υπόλοιπα ποιοτικά χαρακτηριστικά να εξασφαλίζει την προστασία του μετάλλου και την καλή εμφάνιση του τελικού προϊόντος. Το πάχος της βαφής, στις επιφάνειες που είναι συνεχώς ορατές, πρέπει να είναι τουλάχιστον 60 μm (μικρά), η μέτρησή του δε, γίνεται με ειδικά όργανα. Πάντως, επιφάνειες με πάχος βαφής κάτω από 50 μικρά (που θεωρείται κρίσιμο πάχος) φαίνονται αμέσως, από ένα σχετικά έμπειρο γυμνό μάτι, ως πλημμελώς βαμμένες.
Πάχος βαφής: Η βαφή πρέπει να έχει το κατάλληλο πάχος ώστε σε συνδυασμό με τα υπόλοιπα ποιοτικά χαρακτηριστικά να εξασφαλίζει την προστασία του μετάλλου και την καλή εμφάνιση του τελικού προϊόντος. Το πάχος της βαφής, στις επιφάνειες που είναι συνεχώς ορατές, πρέπει να είναι τουλάχιστον 60 μm (μικρά), η μέτρησή του δε, γίνεται με ειδικά όργανα. Πάντως, επιφάνειες με πάχος βαφής κάτω από 50 μικρά (που θεωρείται κρίσιμο πάχος) φαίνονται αμέσως, από ένα σχετικά έμπειρο γυμνό μάτι, ως πλημμελώς βαμμένες.
Μηχανικές αντοχές: Οι μηχανικές αντοχές αφορούν τις ιδιότητες της πρόσφυσης, της σκληρότητας (αντοχή σε γδαρσίματα) και της ελαστικότητας (αντοχή σε κοίλανση, κάμψη, κρούση) των επιστρωμάτων ηλεκτροστατικής βαφής αλουμινίου. Οι ιδιότητες αυτές εξασφαλίζονται με την καλή προετοιμασία της επιφάνειας του αλουμινίου (καθαρισμός και υπόστρωμα) την ποιότητα της πούδρας και τις συνθήκες πολυμερισμού. Για την εκτίμηση του επιπέδου της ποιότητας χρησιμοποιούνται τόσο ειδικές εργαστηριακές δοκιμές όσο και απλές πρακτικές δοκιμές. Μια εύκολη και χαρακτηριστική μέθοδος για τον έλεγχο των μηχανικών αντοχών της βαφής από τους αλουμινοκατασκευαστές, είναι η συμπεριφορά του συστήματος βαφή-μέταλλο, κατά την μηχανουργική κατεργασία. Το επίστρωμα βαφής δεν πρέπει να παρουσιάζει θραύση η αποκόλληση, όταν υφίσταται πριόνισμα, τρύπημα η φρεζάρισμα με καλά, βέβαια, εργαλεία.
Αντοχή στη διάβρωση: Ειδικές δοκιμές χρησιμοποιούνται για την εκτίμηση της αντοχής των βαμμένων προϊόντων αλουμινίου σε διάβρωση όπως: η δοκιμή αλατονέφωσης (διάρκεια 1000 ώρες), δοκιμή MACHU (σύντομη δοκιμή, 48 ώρες), κλπ.

Πιστοποίηση της ποιότητας σε προϊόντα ηλεκτροστατικής βαφής
Σε Ευρωπαϊκό επίπεδο, ο έλεγχος και η πιστοποίηση της ποιότητας των ανοδιωμένων και ηλεκτροστατικά βαμμένων προϊόντων αλουμινίου καθορίζονται από τις προδιαγραφές της QUALANOD και QUALICOAT αντίστοιχα, που αναφέρονται σε:
- Καθορίζουν τον ελάχιστο εξοπλισμό και την παραγωγική διαδικασία της μονάδας, καθώς και τα ποιοτικά χαρακτηριστικά των προϊόντων της.
- Επιβάλλουν τον αυτοέλεγχο της μονάδας, σε καθημερινή βάση, καθορίζοντας ελάχιστο αριθμό ελέγχων τόσο στην παραγωγική διαδικασία όσο και στα τελικά προϊόντα, καταγραφή των αποτελεσμάτων και τήρηση αρχείου με τα δοκίμια που ελέχθησαν.
- Οι εταιρείες, δύο φορές, τουλάχιστον, το χρόνο χωρίς προειδοποίηση και σε ακαθόριστα χρονικά διαστήματα ελέγχονται από επιθεωρητές ποιότητος.
- Σε κάθε χώρα, η παρακολούθηση της διαδικασίας και η απονομή των πιστοποιητικών ποιότητας γίνεται από Εθνικές Ενώσεις που συμμετέχουν στην Qualanod και Qualicoat και την αντιπροσωπεύουν σε κάθε χώρα. Στην Ελλάδα, εξουσιοδοτημένος και υπεύθυνος Οργανισμός για την διενέργεια των ελέγχων και την απονομή των σημάτων ποιότητος Qualanod και Qualicoat είναι η Ελληνική Ένωση Αλουμινίου.
 Η εφαρμογή του συστήματος πιστοποίησης σε ευρωπαϊκό επίπεδο δίνει την ευκαιρία για μια ευρεία απόκτηση εμπειριών και ανταλλαγή απόψεων. Τυχόν προβλήματα (μην ξεχνάμε ότι τίποτα δεν είναι τέλειο) που εντοπίζονται είτε στον τεχνολογικό και παραγωγικό τομέα, είτε σε θέματα διαδικασιών πιστοποίησης, αντιμετωπίζονται από κοινού και με τον πιο πρόσφορο τρόπο.
Η εφαρμογή του συστήματος πιστοποίησης σε ευρωπαϊκό επίπεδο δίνει την ευκαιρία για μια ευρεία απόκτηση εμπειριών και ανταλλαγή απόψεων. Τυχόν προβλήματα (μην ξεχνάμε ότι τίποτα δεν είναι τέλειο) που εντοπίζονται είτε στον τεχνολογικό και παραγωγικό τομέα, είτε σε θέματα διαδικασιών πιστοποίησης, αντιμετωπίζονται από κοινού και με τον πιο πρόσφορο τρόπο.
Του “Γιάννη Γεωργουσόπουλου” Χημικού – Μηχανικού – Τεχνικού Συμβούλου της Ελληνικής Ένωσης Αλουμινίου

